f、印花车间:主要设备大压印机、小压印机等,所需动力由冲饼车间提供 。印花车间就是通过上下工作模具固定在压印机上,由上不下在机制币怀横上压铸女字与图室每个新开植目初期都需再上机调试机器压力,由此产生的样币叫试机样币,也称试打币 。试打币是调试机器压力过程而产生的样币,当机器打压力度调试合格时,批量生产流通币 。试打币抽样送去检验时叫检验样币,检验合格存档时称存档样币 。清朝时期机制银币的试机币、存档样币、检验样币它们是光边而流通币具有边齿 。
g、成品车间:主要设备天平、检验设备等 。成品机制流通银币要通过验面、称重剔除废币,将检测合格机制币包装、计数入库 。
(三)、清朝时期机制银币边齿工艺
清朝末期机制币边齿制作工艺:清朝末期机制币齿边制作需要二次成型——滚边(印花后需送入滚边车间制作边齿) 。民国开始有了印花与滚边一次成型的设备 。

文章插图
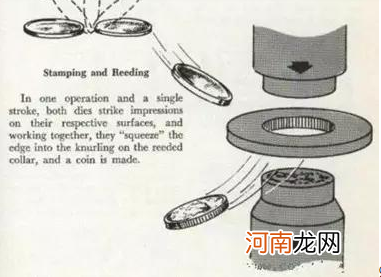
滚边
文章插图
【机制币铸造方法 机制币铸造工艺】后期一次冲压成型
- 光绪元宝广东造库平七钱二分机制币 光绪元宝机制币价格
- 第三版人民币拖拉机一元价格
- 蓝牙耳机连接手机后自动播放音乐优质
- hp打印机怎么连接电脑使用优质
- 联想平板电脑开不开机怎么办
- 产后坐月子 把握休养生息的好时机
- 2022虎年五月份嫁娶吉利日子 娶亲婚嫁良机优质
- 2022年六月份嫁娶吉利日期查询 娶妻嫁人良机优质
- 手机如何删除新浪微博头像相册
- 雅阁本田发动机修理费大概多少