2不锈钢管件可以使用滚轮法,我们可以在不锈钢的管件内部放上芯子,外部可以用个滚轮推压进行圆缘加工3不锈钢管件可以使用冲压法,可以将锥度的芯子然后再冲床上将管端扩到想要的要求的尺寸形状就可以了;调试方法上好板牙,开口能够自由调节,先不上紧,将需套的管材与套牙接触,慢慢调节板牙开口大小,有相应管材的外丝配件更好调节的时候板牙咬住外丝无间隙,做好记号板牙分类板牙是套丝机最常规的易损件,根据螺纹 。
套丝机套啊建议使用内衬不锈钢复合钢管,和纯不锈钢管效果一样,而且安装和镀锌管一样方便,可以套好丝给你这样比纯不锈钢省好多钱;塑料的螺纹头,使用一般金属铆接的方法肯定不行,应该使用加热熔融的方法来使其软化变形来达到铆接的目的 。
折叠管端形状 不锈钢管根据管端状态可分为光管和车丝管带螺纹钢管车丝管又可分为普通车丝管输送水煤气等低压用管,采用普通圆柱或圆锥管螺纹连接和特殊螺纹管石油地质钻探用管,对于重要的车丝管,采用特殊;丝锥的后角要修磨大一些,减小丝锥与工件的接触点,这样攻丝时能够轻松一些给不锈钢材料攻丝,可以给丝锥涂抹食醋,攻丝时,跟给一般的材料攻丝一样好攻 。
文章插图
不锈钢管螺纹加工用什么机器对于输送低压流体的镀锌钢管一般要求公称通径在150mm以下工作压力在16MPa以下一些带螺纹的设备附件和经常拆卸不允许动火的场合多用此种方法连接管螺纹连接时,应在管子的外螺纹与管口或阀门的内螺纹之间上适当的填料 。
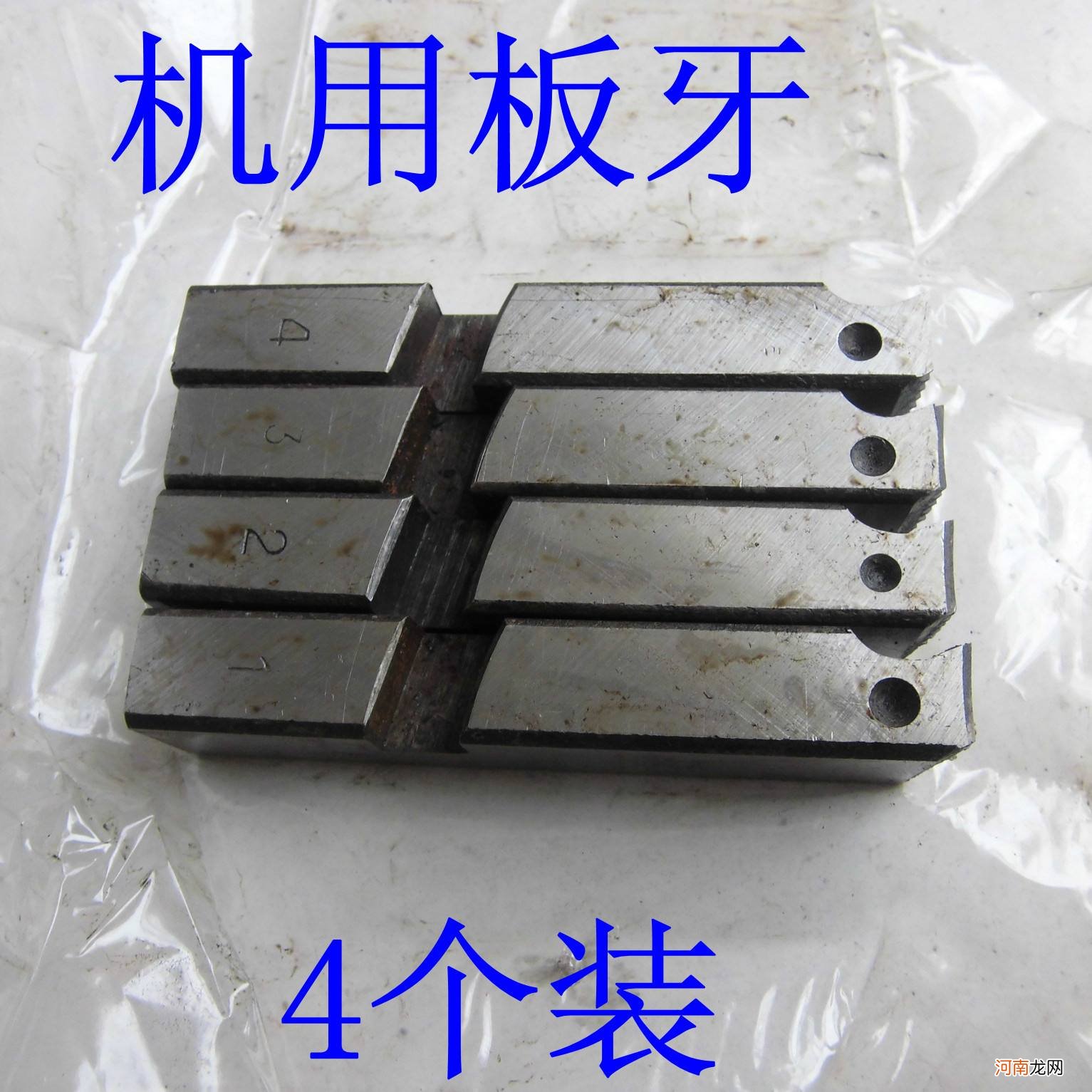
如果是工厂生产成套设备上用的管螺纹,或是用在压力很高的管道上的螺纹,建议用 RIDGID牌,ROTHENBERGER牌,REX牌等国外板牙但价格很贵哦,国产的建议用上海产的“齐宁”牌,他们有一款不锈钢管专用的板牙质量很好,螺纹也很 。
板牙按外形和用途分为圆板牙方板牙六角板牙和管形板牙见图 板牙的类型其中以圆板牙应用最广,规格范围为M 0 25 ~M68毫米当加工出的螺纹中径超出公差时 ,可将板牙上的调节槽切开,以便调节螺纹的中径 。
不锈钢管压螺纹机1、宝捷牌锥螺纹式薄壁不锈钢水管的安装要领 1管材管件不得抛摔拖压,施工现场应防止有腐蚀的介质和污物的接触2下料应准确,切割可用旋转砂轮切割机,切口应垂直,并去除管口内外毛刺3使用专用啮入螺纹机具 。
2、没有连接方式是由使用要求决定的某些使用场合会建议采用或排除椎管螺纹,但没有强制性我国关于椎管螺纹的主要标准有GBT 73062011 60°密封管螺纹,均为推荐标准 。
3、BG系列工业制管机主要用于工业用不锈钢型材圆管,方管,异型管,复合管连续成型工艺,经过拆卷,清洗,成型,氩弧焊接,焊缝打磨,内整平,定径校直,光亮固溶化处理,定径校直,定尺切割等工序生产而成这种工艺方法的特点是连续生产,效率高 。

文章插图
【不锈钢管螺纹加工用什么机器 不锈钢管螺纹机】4、薄壁不锈钢管无法套丝,一般都是用专用挤丝机挤出螺纹或用挤压法连接厚壁不锈钢管套丝和普碳钢管套死一样,可以用套丝机也可以用板牙手工套丝 。
5、25管子用12板牙调至1,32管子用12板牙调至125,40的管子用12板牙调至1565的管子用24板牙调至25 ,板牙上有数字 要按对应的数字放置套丝机又名电动套丝机,电动切管套丝机,绞丝机,管螺纹套丝机 。
6、2工件底孔的预JJN-R1应本着攻丝加工量尽可能小的原则,预加工工件的底孑L尺寸,尤其是美标NPT螺纹和英标F,R螺纹,其锥度为116,而多数不锈钢厂家是按螺纹的小端直径铸造出直孔作为攻丝底孑L,致使攻丝的后半部分 。
- 安徽地区不锈钢管有哪几家 滁州不锈钢管货真价实
- 不锈钢椭圆管装饰盖配件 不锈钢管装饰盖子
- 耐高温不锈钢管 耐高温不锈钢管1500度
- 不锈钢管氩弧焊接后内内部凹陷 不锈钢管氩弧焊接
- 上海拉丝不锈钢管厂家 上海拉丝不锈钢管
- 不锈钢管板生产厂家 不锈钢管不锈钢板
- 新余市永利带钢有限公司 新余不锈钢管焊接
- 工业用不锈钢管外表面怎样抛光 不锈钢管生锈抛光
- 无锡不锈钢管材批发厂家 不锈钢管无锡
- 不锈钢管在家怎么切割 家庭不锈钢管切割