1、一薄壁不锈钢管的焊接方法1采用左焊法,焊炬匀速前进,保持上下不跳动焊丝顺着焊口并贴紧焊口从熔池前沿加入,加入量视间隙与速度而定尽量少加勤加,以免在平焊时形成焊 缝内凹和仰焊时焊缝外凸,以焊缝一次成 。
2、常用不锈钢焊接方法对不锈钢最常用的焊接方法是手工焊MMA,其次是金属极气体保护焊MIGMAG和钨极惰性气体保护焊TIG1 手工焊MMA手工焊是一种非常普遍的易于使用的焊接方法电弧的长度靠人的手进行调 。
3、1滞后送气,收枪以后,枪口不要离开,再吹一会儿2提前送气,焊之前,先对空打火,有气了再打火3检查气体纯度,直接换一瓶氩气试一下 4检查是否漏气,堵住瓷嘴,楼扳机,注意别电着自己,5秒以后松手 。
4、不锈钢管道用氩弧焊打底,中间用电弧焊接,最后一道再用氩弧焊封面这种工艺在厚壁高压的不锈钢管道焊接中有但焊丝及焊条要上一个等级 最好进行固溶处理后,我们用的多了 。
5、焊接不锈钢焊管的9大步骤1采用垂直外特性的电源,直流时采用正极性焊丝接负极2一般适合于6mm以下薄板的焊接,具有焊缝成型美观,焊接变形量小的特点3保护气体为氩气,纯度为9999%当焊接电流为50~50A时,氩气流量 。
【电焊不锈钢管道焊接视频 不锈钢管道的焊接视频】6、威欧丁WEWELDING46主要用于替代高银的焊丝来焊接的,解决蒙乃尔,白铜,碳钢,不锈钢,及上述金属之间的异种焊接,强度非常高,但是熔点相对也比较高,这个一般运用在比如不锈钢管道与不锈钢管道的焊接,不锈钢与铜管的焊接,不锈钢与 。
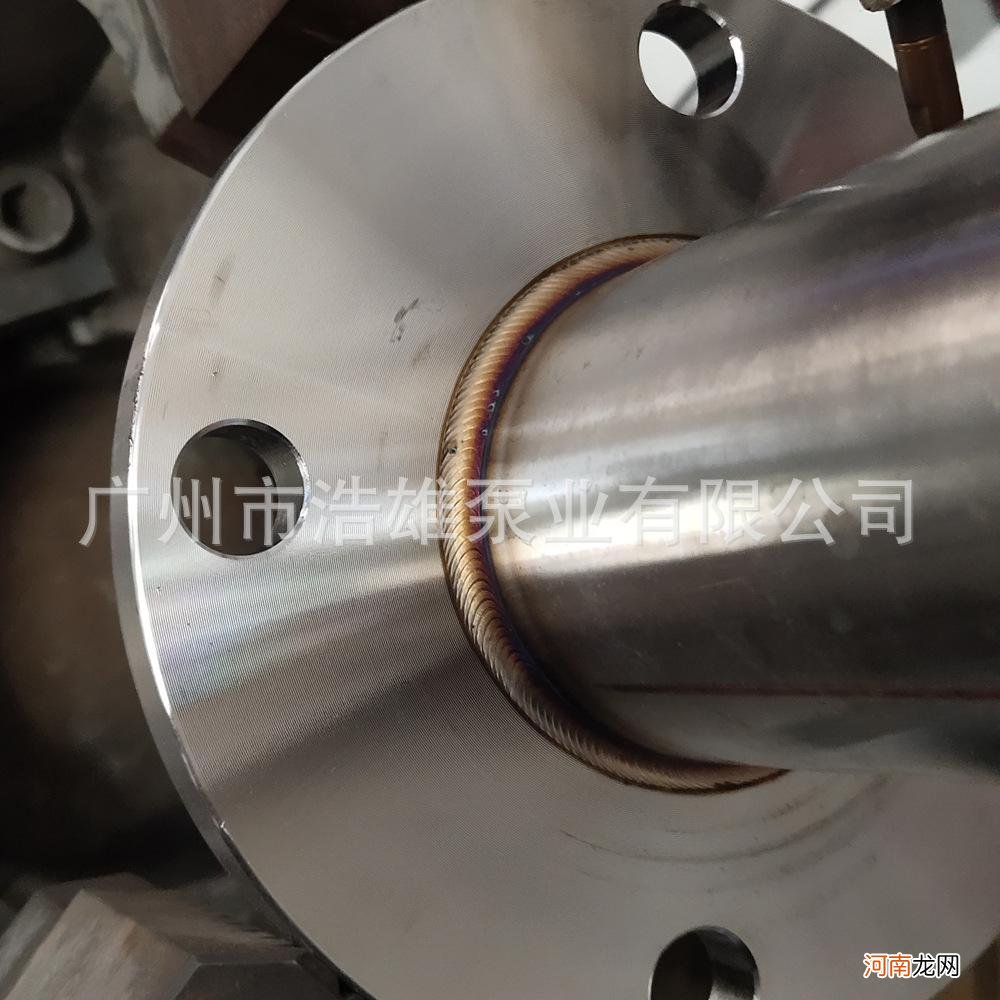
文章插图
7、3采用可以替代高银焊丝焊接的WE46特殊钎料焊接,用于替代高银的焊丝来焊接的,解决蒙乃尔,白铜,碳钢,不锈钢,及上述金属之间的异种焊接,强度非常高,但是熔点相对也比较高,这个一般运用在比如不锈钢管道与不锈钢管道的焊接 。
8、1焊接式连接不锈钢管的配管之间及配管与管件之间的焊接式连接,通常采用自动氩弧焊接或等离子焊接,焊接又分对接焊与承插搭接焊两类2螺纹接口薄壁不锈钢管的配管两端啮入螺纹后,使配管两端具有内 外螺纹3 。
9、专用管件仿形夹具,用自动氩弧焊机,管段破口用不锈钢自动加丝焊丝焊接,如果允许不加焊丝效果更好 。
10、用众帮焊机的闪光对焊机,非常方便,快多了而且不用焊丝,效果也好 。
11、304不锈钢,即0cr18ni9,当采用焊条焊接的时候,可以用a102e30816或a107如果采用氩弧焊,则需要采用h0cr21ni10焊丝谢谢 。
12、要使用氩弧焊打底为了防止在填充时产生夹渣可以用大电流细焊条来完成边缘夹渣没有别的办法,就是让焊条在边缘部分多停留05到1秒之间外观成型要好看最好用细焊条盖面它出来比粗焊条要好看中间可以用月牙形运条方法来 。
13、相信很多电焊技工师傅都遇到过这个头痛的问题,在进行316不锈钢管焊接加工过程中,往往会出现焊接接头应力腐蚀开裂的现象,这一现象主要是因为不锈钢管焊接加工时受到了焊接区的残余拉伸应力焊缝结晶组织以及在焊接区的碳化物析出等因素的影响 。
14、管道浸泡后,再次对管道进行冲洗,直到冲洗水中,没有次氯酸钠溶液的存留即可这样焊接处理的不锈钢管道,符合国际卫生级不锈钢管道的标准,目前国外卫生及不锈钢管道,焊接后,大多采用紫外射线杀菌工艺,焊接仍然适用氩弧焊 。
15、1采用平特性焊接电源,直流焊接时采用反极性使用一般的CO2焊机就可以施焊,但送丝轮的压力请稍调松2保护气体一般为二氧化碳气体,气体流量以20~25Lmin较适宜3焊嘴与工件间的距离以15~25mm为宜4 。
- 潜江304不锈钢管 潜江不锈钢管规格
- 不锈钢能做电泳工艺吗 电泳不锈钢管
- 废不锈钢管回收多少钱一斤 废不锈钢管回收
- 不锈钢管力学性能复验项目 不锈钢管力学性能
- 内外壁热镀锌无缝钢管 热镀锌内衬不锈钢管
- 湖北无缝管生产厂家 定制湖北不锈钢管
- 321不锈钢无缝管 32无缝不锈钢管
- 不锈钢管件厂家直销 不锈钢管材直营
- 不锈钢管道氩弧焊焊接手法视频 不锈钢管道氩弧焊
- 不锈钢管焊接打磨的技巧视频 不锈钢管焊接打磨