【不锈钢管道自动焊机焊功率 不锈钢管道自动焊机】焊接不锈钢过滤网使用苏州安嘉自动点焊机,人工只需要把工件叠放到上料处,吸盘吸取网片到焊接处,自动卷圆定位,点焊,出料,大大减少人工的作业时间,解决人员抱怨多的问题,焊接效率也在原有的基础上提高了50%选用了精;主要区别是埋弧焊是靠焊剂来作为保护防止氧化当药皮和焊条分开,焊接时药皮自动将焊缝埋起来阻止氧化而气体保护焊是通过外接气源如二氧化碳来作为保护气防止氧化,然后用焊丝来焊接的焊接方法;不锈钢药芯焊丝焊接要点及注意事项1采用平特性焊接电源,直流焊接时采用反极性使用一般的CO2焊机就可以施焊,但送丝轮的压力请稍调松2保护气体一般为二氧化碳气体,气体流量以20~25Lmin较适宜3焊嘴与 。
自动焊接接最显著的特点就是解放焊工双手啊当然也大幅度提升了焊接质量与焊接效率,降低了操作者的学习难度工作难度与强度手工焊接人为因素较大,因此焊缝成型一致性会差很多,用自动焊接机焊出来的焊缝质量可靠且美观焊 。
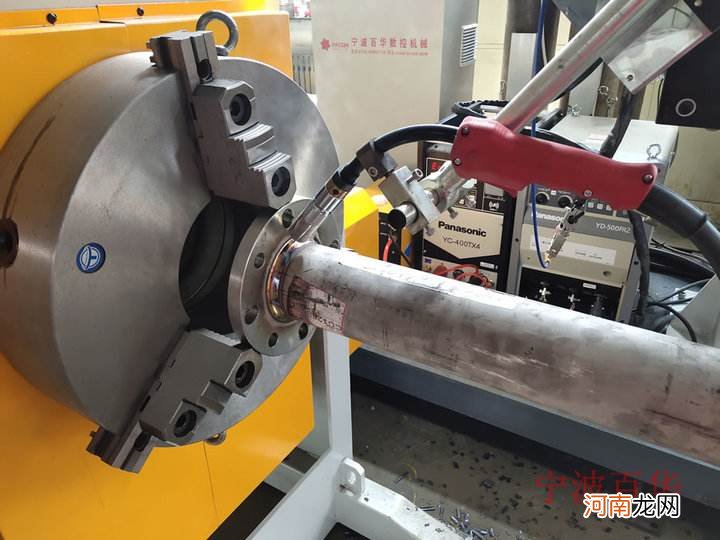
文章插图
组合焊接提高焊速十分显着对于采用高频预热的组合焊接钢管焊缝质量与常规的氩弧焊等离子焊相当,焊接操作简单,整个焊接系统易实现自动化,这种组合易于与现有的高频焊接设备衔接,投资成本低,效益好;不锈钢激光焊接机焊接不锈钢的优点1光束质量极好,焊接速度快,焊缝牢固美观,为用户带来高效完美的焊接方案2配CCD摄像监视系统,方便观察和精确定位3适应各种复杂焊缝,各种器件的点焊,以及1mm以内薄板的焊缝 4;一般的管道焊接都选用氩弧焊打底,且要求单面焊双面成型这样免去管道内部清渣及清理TIG焊Tungsten Inert Gas Welding,又称为非熔化极惰性气体钨极保护焊无论是人工焊接还是自动焊接05~40mm厚的不锈钢时,TIG;不锈钢是靠其表面形成的一层极薄而又坚固细密的稳定的富铬氧化膜防护膜防止氧原子继续渗入继续氧化,而获得抗锈蚀能力一旦有某种原因,这种薄膜受到不断的破坏,空气或液体中的氧原子就会不断地析离出来,形成疏松的氧化;全位置管道自动焊,是管子固定不动,焊接小车绕管子转动来实现管子全位置平立仰的焊接全位置管道自动焊机都是有电脑控制的,根据配套的器具,可以进行电弧焊或气保焊这种焊机在大管道大工程中才有优势例如1 。

文章插图
焊接0,3毫米的薄不锈钢管的焊接任务,手工操作焊接效果很不好,推荐用自动化机构焊接,还有两个因素焊接电流和氩气气体输出压力,焊接电流最好可以持续焊接5A以下,电流要求稳定氩气气体输出压力根据实际情况调节氩气纯度;不是,只有母材是不锈钢的焊接才用不锈钢焊条,碳钢就必须用碳钢焊条 自动焊接的话,二氧化碳气体保护焊机用得比较多,二氧化碳气体保护焊机都是半自动的,全自动的都是在半自动的基础上自己设计行走机构做成全自动焊,都是根据具体;要想实现自动焊接工艺,就必须切边,然后自动点焊最后再上自动焊接机整个生产过程普工即可操作不锈钢自动焊接机的自动化氩弧焊接对要焊接的产品对接处要平整缝隙不能太大,一般要控制在1520个C以内因此对要焊接的;您电焊接的电流调小一些试一下您出现挖铁水的现象就是由于您在焊接的过程中操作过快,焊接电流过大造成的参考资料;一 不锈钢管焊接分类的优缺点 焊接钢管是连续在线生产,壁厚越厚,机组及溶接设备的投资就越大,它就越不具有经济性和实用性壁厚越薄,它的投入产出比就会相应下降该产品的工艺决定它的优缺点,一般焊接钢管精度高;不能,不锈钢不能用埋弧焊焊,只能用MIG或者TIG焊,其实你用高速脉冲焊机也可以达到那么大的焊接量的 。
- 不锈钢发票规格怎么写 不锈钢管发票图片
- 关于不锈钢屏风_不锈钢管的信息
- 佛山最大的不锈钢管生产厂家 佛山永兴不锈钢管
- 316l不锈钢管生产厂家 宝钢316不锈钢管
- 核级不锈钢管厂家 核电不锈钢管
- 汕头粤华不锈钢管价格 汕尾不锈钢管报价
- 316l不锈钢管重量计算公式 316l不锈钢管重量计算
- dn不锈钢管规格表 DN不锈钢管尺寸
- 不锈钢管抛光工艺视频 不锈钢管抛光工艺
- 建筑用钢管底座 不锈钢管座子