不同的行业有不同的焊接标准,不知道你指的是哪个行业的标准但是如果是气体或压力管道,最起码的要求就是不能漏气再有就是焊接要求,有要求单面焊双面成型的,并且要成型美观也有不要求的根据实际行业要求;不锈钢管焊接工艺包括氩弧焊气焊埋弧焊手工焊MIGMAG焊接TIG焊接采用的焊接工艺采用小规范可防止晶间腐蚀热裂纹及变形的产生,焊接电流比低碳钢低20%为保证电弧稳定燃烧,采用直流反接短弧焊收弧要慢 。
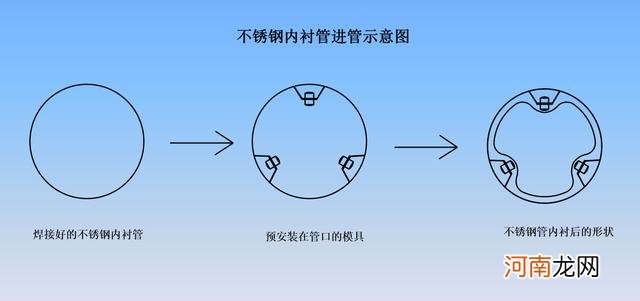
文章插图
64 不锈钢及其复合钢板复层坡口两侧各100mm范围涂白垩粉,以防止沾附焊接飞溅65 采用埋弧自动焊焊平板拼缝筒体纵缝时,必须有引弧板和熄弧板各一块,长150mm,宽100mm,厚度材质与筒体相同66 氩气的纯度;冠杰的不锈钢焊管焊接工艺主要是高频感应焊,钨极氩弧焊TIG以及组合焊接工艺这几种 。
熔焊焊接不锈钢管与铜管的话,比较适合管径比较大的,比如20以上的管对接焊接,这个时候可以采用通用性比较广的威欧丁204S的黄铜氩弧焊丝焊接 ,这个有专题“威欧丁204S黄铜氩弧焊丝在黄铜氩弧焊中的运用” 可供参考;食品级不锈钢管最常用的焊接方法是手工焊MMA,其次是金属极气体保护焊MIGMAG和钨极惰性气体保护焊TIG焊前准备4mm一下的厚度不用开坡口,直接焊接,单面一次焊透4到6 mm厚度对接焊缝可采用不开坡口接头 。
氩弧焊与等离子焊组合可以焊接更大壁厚的钢管,此外,在氩气中510%的氢气,再采用高频脉冲焊接电源,也可提高焊接速度多焊炬氩弧焊适用于奥氏体和铁素体不锈钢管的焊接不锈钢焊管工艺技术高频焊 高频焊用于碳钢;在不锈钢管道及管件进行带压开孔焊接或切割时,应当符合以下要求1不锈钢在用等离子切割过程中,必须遵守氩弧焊接的安全技术规定当电弧停止时,不得立即去检测焊缝2带压开孔使用的氩弧焊,在焊接施焊现场应具有良好 。
一奥氏体不锈钢管焊接特点 奥氏体不锈钢具有良好的可焊性,但焊接材料或焊接工艺不正确时,会出现以下缺陷1晶问腐蚀1晶间腐蚀产生原因晶问腐蚀发生于晶粒边界,所以叫晶问腐蚀它是奥氏体不锈钢最危险的一种破坏形式,它的;1,焊接电流 2焊接速度 3氩气流量 4电弧电压和电弧长度 上面这个几个参数决定了焊管的焊缝质量,所以很重要的但是这种东西对于任何一个公司都是公司机密啊呵呵,希望能帮到你 。
不锈钢管的连接方式一般有以下四种1卡压式连接 分为单卡压和双卡压双卡压是最稳定的连接方式采用径向收缩外力液压钳将管件卡紧在管子上,并通过O型密封圈的止水,达到连接效果 操作便捷,密封性好,不;你好,可采用氩弧焊,由于保护作用好,合金元素不易烧损,过渡系数较高,故焊缝成形好,没有渣壳,表面光洁,因此焊成的接头具有较高的耐热性和良好的力学性能目前在氩弧焊中应用较广的是手工钨极氩弧焊,用于焊接05 。
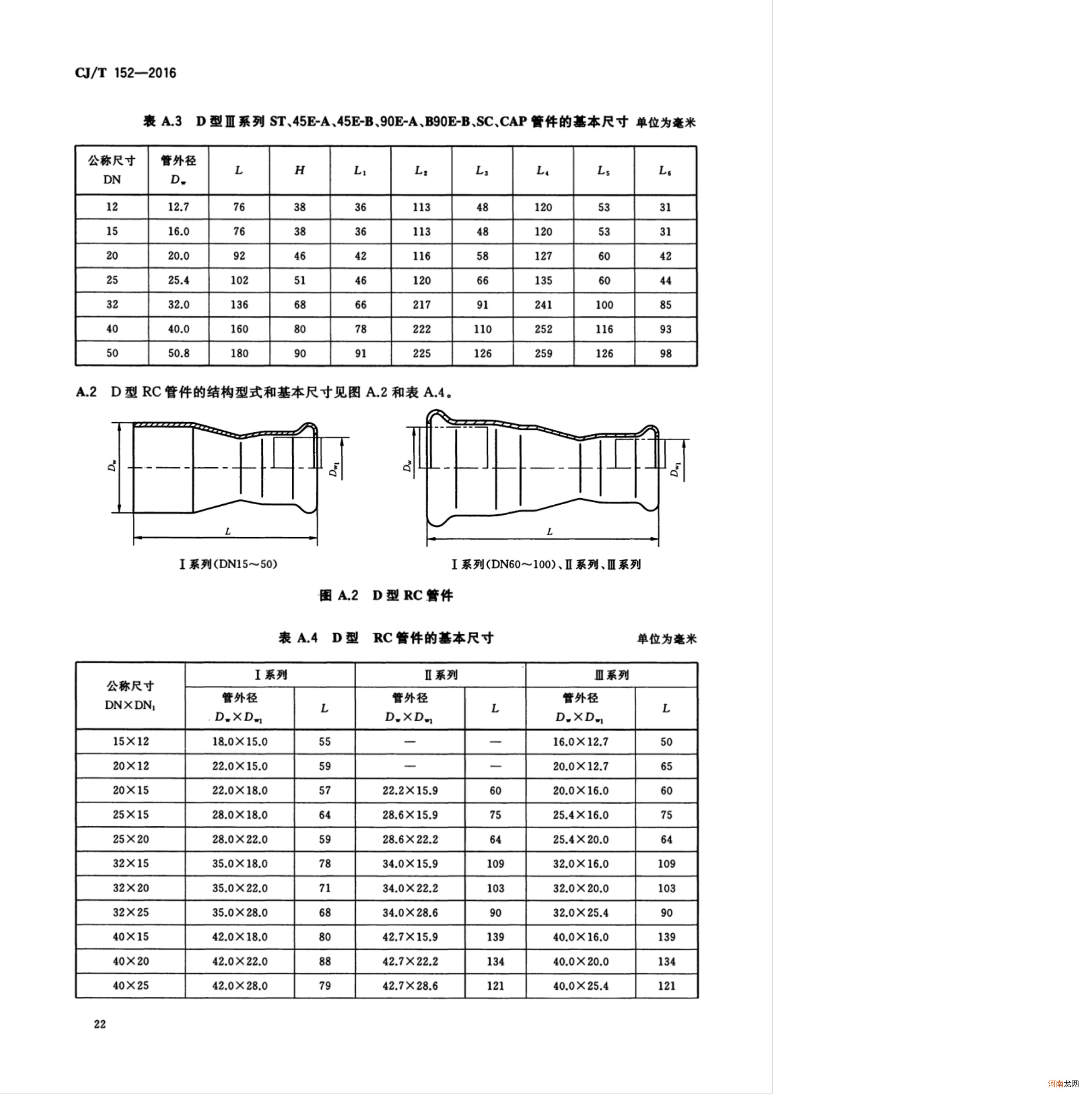
文章插图
热熔焊接时,切勿旋转带丝管件连接时,应缠绕生料带,确保密封5管道固定为了确保排水管在日后使用中,不回因为水压造成的共振,所以,所有排水管必须使用管卡固定6打压测试排水管安装结束后,要进行打压测试 。
【不锈钢氩弧焊焊接工艺卡 不锈钢管道焊接工艺卡】真空保护焊 我虽然学这个专业 只是暂时不太清楚,明年这个时间我的课程全部结束时能给你一个满意的答案;先用气焊或者氩弧焊,将不锈钢镀焊一层铜气焊要站硼砂或者铜焊剂氩弧焊不用然后,将铜和不锈钢镀层焊接即可同本身就可以做为不锈钢的钎料直接将铜和不锈钢熔焊是不行的 。
- 焊接钢管是铸铁管吗 铸铁不锈钢管焊接
- 薄壁不锈钢管支架垫片 不锈钢管皮垫
- 不锈钢管牌号对照表 不锈钢管牌号
- 邢台不锈钢管市场地址 邢台不锈钢管
- 为什么蒸汽管不用不锈钢 蒸汽用不锈钢管道
- 不锈钢管耐压表 不锈钢管耐压
- 阳信不锈钢制品有限公司 信阳不锈钢管生产
- 枣庄低压不锈钢管厂家 枣庄低压不锈钢管
- 薄壁不锈钢管厚度 不锈钢管厚壁管
- 不锈钢管材管件 不锈钢管物料